¿Un desafío inviable o una oportunidad rentable?
En los proyectos de electrólisis, el hidrógeno es el foco principal, ya que es el producto de mayor valor y se considera clave para la descarbonización. Sin embargo, este proceso también genera grandes volúmenes de oxígeno como subproducto. En términos de peso, por cada kilogramo de hidrógeno producido, se generan 8 kg de oxígeno.
A menudo, este oxígeno no se aprovecha y se libera de manera segura a la atmósfera. No obstante, su valorización puede mejorar la economía del proyecto y optimizar procesos industriales como la combustión con captura de carbono.

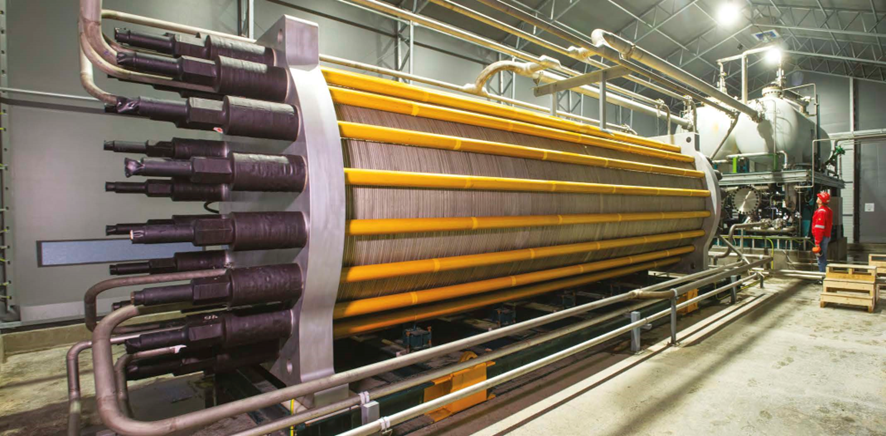
Ilustración 1 Electrolizadores PEM (Air Liquide, 2024).
En este artículo, se explicará cómo se puede integrar la valorización de oxígeno en los proyectos de hidrógeno y qué aspectos deben considerarse para asegurar que dicha valorización sea viable, pues no en todos los casos es posible rentabilizar este elemento.
¿Cómo se produce y se comercializa el oxígeno en la actualidad?
El oxígeno es un gas incoloro, inodoro e insípido que, debido a su baja densidad, generalmente se almacena y transporta en estado líquido a temperaturas inferiores a -183 ºC. Su alta reactividad lo convierte en un agente oxidante esencial en múltiples industrias. A pesar de no ser inflamable, es un oxidante fuerte que reacciona con casi todos los materiales orgánicos y metales, formando normalmente un óxido, lo que hace fundamental la selección de materiales adecuados cuando se maneja este elemento.
Tabla 1 Propiedades del oxígeno (Air Products, 2024).
| Parámetro | Valor | Unidades |
| Peso molecular | 32 | g/mol |
| Punto de ebullición | -183 | ºC |
| Punto de congelación | -218,8 | ºC |
| Temperatura crítica | -118,4 | ºC |
| Presión crítica | 49,6 | bar |
| Densidad, líquido (1 bar) | 1.141 | kg/m3 |
| Densidad, gas (20 ºC y 1 bar) | 1,33 | kg/m3 |
| Calor latente de vaporización | 213 | kJ/kg |
En relación con su producción en la actualidad mediante tecnologías convencionales, la destilación criogénica del aire es el método más utilizado para la producción de oxígeno en grandes volúmenes, permitiendo obtener altas purezas. Para menores caudales, se emplea la adsorción por oscilación de presión (PSA/VPSA), aunque con una pureza inferior.
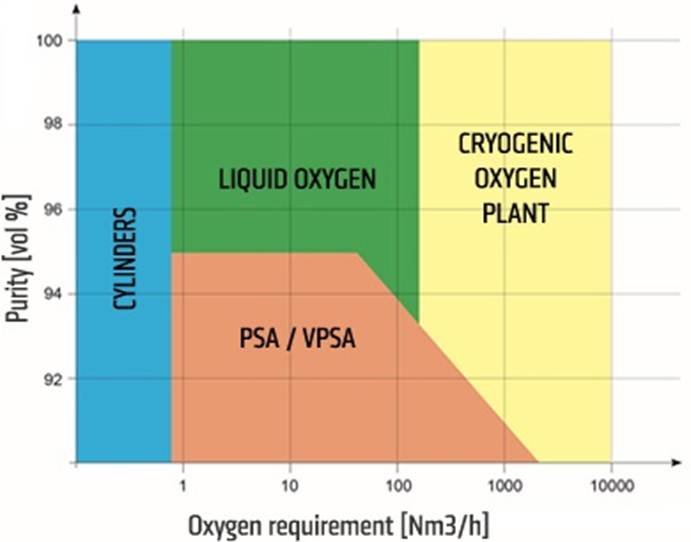
Ilustración 2 Métodos de producción y suministro de oxígeno en función de la pureza y el caudal necesario del gas (Omega Air, 2024).
En base a las diferencias en costes de inversión y operacionales asociados a cada tecnología, la producción de oxígeno tendrá un coste completamente diferente en función del método de producción, tal y como se muestra en la Ilustración 3.
Ilustración 3 Comparación del coste del hidrógeno producido por PSA y destilación criogénica (Doug Palfreyman, Aaron Cottrell, Peter Scaife & Louis Wibberley, 2006).
En la actualidad, el oxígeno se emplea en multitud de sectores que abarcan desde el sector medicinal hasta el uso como oxidante en hornos de alta temperatura, en el proceso de producción de pasta de papel o en el tratamiento de aguas residuales:
- Sector médico: oxígeno medicinal para pacientes con insuficiencia respiratoria.
- Industria metalúrgica: en procesos de corte y soldadura.
- Tratamiento de aguas: oxigenación para la eliminación de contaminantes.
- Combustión industrial: mejora la eficiencia de hornos y calderas.
- Industria papelera: paradeslignificación y blanqueo de la pasta de papel.
- Industria química: el oxígeno reacciona con hidrocarburos para formar aldehídos y alcoholes.
Producción de oxígeno en la electrólisis del agua: ¿Cómo funciona y qué factores influyen en su valorización?
Con el auge de la electrólisis para la producción de hidrógeno renovable, algunas instalaciones podrían ubicarse cerca de potenciales consumidores de oxígeno, abriendo la posibilidad de comercializar este subproducto. En un escenario ideal, esta estrategia permitiría reducir los costes del hidrógeno y generar sinergias industriales.
Un ejemplo de aplicación es el uso del oxígeno para enriquecer el aire de combustión en calderas de biomasa, lo que facilita la captura de CO₂ al aumentar la concentración de la molécula en los gases de escape. Posteriormente, este CO₂ capturado a menor coste gracias al uso de oxígeno, puede combinarse con hidrógeno renovable para la producción de combustibles sintéticos a un coste menor que otros procesos similares sin uso de oxígeno.
Ilustración 4 Diagrama del proceso de producción y oxígeno por electrólisis del agua.
El potencial de valorización del oxígeno en proyectos de hidrógeno renovable radica en que, en la mayoría de los casos, el oxígeno generado como subproducto se ventea, asumiéndose un coste de 0 €/kg O₂. Esto ocurre porque la rentabilidad de la planta se basa exclusivamente en la venta del hidrógeno, cuyo precio se calcula a través del coste nivelado del hidrógeno (LCOH).
Sin embargo, comercializar el oxígeno representa una oportunidad de ingresos adicionales, mejorando la viabilidad económica de la electrólisis del agua. Por ello, al integrar la valorización del oxígeno, es posible optimizar la rentabilidad de las plantas de electrólisis de agua.
Tabla 2 Capacidades de producción de hidrógeno y oxígeno en función de la potencia de electrólisis.
| Potencia de electrólisis (MW) | Producción de oxígeno (t/año) | Producción de hidrógeno (t/año) |
| 1 | 728 | 91 |
| 50 | 36.364 | 4.545 |
| 100 | 72.728 | 9.091 |
| 200 | 145.455 | 18.182 |
| 300 | 218.182 | 27.273 |
El potencial de valorización del oxígeno generado por electrólisis está determinado por las características del sistema, incluyendo la potencia instalada, la presión de salida del oxígeno y la morfología y diseño de la planta. Estos factores afectan tanto a la cantidad de oxígeno producido como a su pureza, aspectos clave para evaluar la demanda potencial y los costes de procesamiento.
Cuanto menor sea la pureza del oxígeno y más exigente sea su aplicación final, mayores serán los costes de tratamiento. En algunos casos, podrían ser necesarios procesos adicionales como el secado o incluso la eliminación de hidrógeno, especialmente si hay una permeación significativa de hidrógeno hacia el electrodo de producción de oxígeno.
Presión y pureza del oxígeno en la electrólisis: Factores clave para su aprovechamiento
Las condiciones de presión y temperatura del oxígeno obtenido por electrólisis varían según la tecnología empleada. En general, la presión puede oscilar entre 0 y 30 barg, mientras que la temperatura puede alcanzar hasta 70 ºC.
En el caso de la electrólisis alcalina, el oxígeno se genera típicamente a mayor presión que en los sistemas de electrólisis PEM. Esto se debe a que los electrolizadores PEM, al contar con una membrana de intercambio de protones, permiten la operación a presión diferencial, lo que hace que la presión en el lado del oxígeno sea normalmente cercana a la atmosférica. Sin embargo, algunos fabricantes de tecnología PEM han desarrollado sistemas capaces de alcanzar presiones cercanas a 10 barg.
Por otro lado, los electrolizadores alcalinos pueden operar con presiones de oxígeno de hasta 30 barg, lo que los hace una opción más adecuada para aplicaciones que requieren oxígeno comprimido sin necesidad de sistemas adicionales de presurización.
Ilustración 5 Compresor de oxígeno de SIAD (SIAD, 2025).
El oxígeno generado por electrólisis puede contener impurezas, principalmente agua (ya que sale del electrolizador saturado) y trazas de hidrógeno. Este último es un factor crítico de seguridad, ya que un exceso de permeación de hidrógeno (crossover) hacia la corriente de oxígeno puede generar una mezcla combustible. Para mitigar este riesgo, es esencial emplear equipos de alta calidad y tecnologías que reduzcan la permeabilidad del hidrógeno en el sistema.
En cuanto al agua presente en el oxígeno, no suele representar un problema en aplicaciones como la combustión. Sin embargo, si el oxígeno debe ser licuado, es crucial secarlo antes de la licuefacción para evitar la formación de hielo en los equipos. Además, en estos casos es necesario reducir la concentración de hidrógeno a niveles de 500 – 1000 ppm para garantizar un proceso seguro y eficiente.
Mantener el electrolizador operando a presión en el lado del oxígeno ofrece ventajas significativas en términos de eficiencia y costes operativos. En primer lugar, reduce considerablemente el contenido de agua en el gas, lo que facilita el secado y minimiza el impacto de la humedad en procesos posteriores.
Además, esta estrategia optimiza el consumo energético en etapas posteriores de licuefacción o compresión, disminuyendo la demanda de energía tanto para el transporte del oxígeno licuado como para su uso en estado comprimido. Esto se traduce en costes operativos más bajos y una mayor competitividad del oxígeno generado por electrólisis frente a métodos convencionales. Como se muestra en la Tabla 3, la operación a presión permite minimizar los costes asociados a una eventual etapa de secado, optimizando la eficiencia del proceso al contar con menor contenido de humedad.
Además del agua e hidrógeno, si se emplea tecnología alcalina, es fundamental controlar la presencia de KOH en la línea de oxígeno, ya que puede provocar corrosión. Generalmente, los compresores requieren que la concentración de agua sea inferior a 10 ppmv y que el contenido máximo de KOH no supere 5 mg/Nm3, con el fin de evitar daños en el equipo.
Tabla 3 Composición en agua de la corriente de oxígeno en función de la presión.
| Presión O2 (bara) | Composición en agua (%mol) | Composición en O2 (%mol) |
| 1 | 31,1 | 68,9 |
| 10 | 3,1 | 96,9 |
| 15 | 2,1 | 97,9 |
| 20 | 1,6 | 98,4 |
| 25 | 1,2 | 98,8 |
| 30 | 1,0 | 99,0 |
Cuando el oxígeno requiere tratamiento adicional, como su licuefacción para transporte o su compresión para adecuarlo a las condiciones de uso, la capacidad de producción se convierte en un factor determinante en el coste final del oxígeno.
En sistemas de electrólisis de pequeña escala (<5 MW), los costes de valorización aumentan significativamente, ya que la inversión en equipos de tratamiento (CAPEX) no se amortiza de manera eficiente a lo largo de la vida útil de la planta, debido a la baja producción.
Este impacto es aún más relevante en procesos de licuado y compresión, donde la compresión del oxígeno supone una penalización económica considerable. Esto se debe al alto coste de los sistemas de compresión y a su elevado consumo energético, que puede alcanzar los 500 kWh por tonelada de O₂ para obtenerlo en fase líquida.
¿Cómo afecta la morfología y el diseño de las plantas de electrólisis a la valorización del oxígeno?
La valorización del oxígeno en sistemas de electrólisis depende en gran medida de la capacidad de la instalación. En proyectos de pequeña escala, que suelen emplear soluciones contenerizadas, el diseño de los equipos generalmente no contempla la comercialización del oxígeno, lo que puede hacer que su aprovechamiento no sea técnica ni económicamente viable. En estos casos, sería necesario realizar estudios específicos para garantizar que la valorización del oxígeno no afecte la operación segura del electrolizador.
Este aspecto es particularmente crítico cuando el oxígeno se genera a presión atmosférica, ya que existe un mayor riesgo de contrapresiones que podrían comprometer la seguridad del equipo. Por ello, antes de considerar la valorización del oxígeno, es fundamental verificar que los fabricantes de los electrolizadores admitan esta opción y que no existan limitaciones técnicas o económicas derivadas de la presión de generación del oxígeno.
Principales retos para comercializar el oxígeno en electrólisis
A pesar de que el coste de producción del oxígeno se pueda considerar como nulo en los proyectos de hidrógeno, existen ciertos retos que se deben considerar y abordar para garantizar que la valorización sea posible, principalmente:
- Offtaker.
- Tratamiento necesario.
Evaluación del offtaker de oxígeno: Claves para su comercialización
La comercialización del oxígeno requiere una planificación estratégica, ya que muchos consumidores cercanos están sujetos a contratos de suministro a largo plazo, lo que dificulta la firma de nuevos acuerdos. Además, el mercado del oxígeno está altamente saturado y dominado por grandes empresas gasistas, lo que limita la entrada de nuevos actores.
Por esta razón, es crucial evaluar las oportunidades de valorización del oxígeno y determinar si realmente existe un modelo de negocio viable. En este contexto, la valorización del oxígeno se vuelve especialmente atractiva cuando hay posibilidad de integración con nuevos proyectos Power-to-X o con industrias consumidoras de oxígeno que no dependan de contratos rígidos o que puedan rescindirse sin penalizaciones para el offtaker.
Tratamiento del oxígeno producido en la electrólisis: Impacto en costes y competitividad económica
Aunque el oxígeno generado por electrólisis puede considerarse de coste nulo, su precio final dependerá del tratamiento necesario para su uso. En este sentido, dos factores clave determinan su viabilidad comercial: la pureza requerida y la magnitud de la demanda.
La electrólisis del agua es la mejor opción para aplicaciones que requieren oxígeno de alta pureza y producción a gran escala. Los proyectos de hidrógeno renovable, que operan en rangos de decenas a cientos de megavatios (MW), pueden generar miles de toneladas de oxígeno al año, lo que lo hace atractivo para sectores industriales con altas exigencias de calidad.
Por otro lado, para bajas capacidades de producción y requisitos de pureza moderados, las tecnologías PSA ofrecen una alternativa más rentable y eficiente, adaptándose a una demanda de menor escala con menores costes operativos.
De esta forma, para ejemplificar el impacto de los tamaños de electrolizador en la valorización del oxígeno, se puede obtener el coste nivelado del oxígeno en función del tamaño de planta (indicado en la Tabla 4) y del proceso de tratamiento para su offtake, bien sea licuefacción o compresión.
En este ámbito, es necesario tener en cuenta que, en la valorización del oxígeno generado por electrólisis del agua, dos factores fundamentales determinan la viabilidad del negocio: la distancia al consumidor y el tratamiento necesario para su uso final.
Si la distancia es considerablemente grande, los costes de transporte aumentan, favoreciendo la producción on-site mediante tecnologías convencionales como los sistemas PSA/VSA. Por el contrario, en el escenario ideal, el consumidor se encuentra en la misma parcela o a pocos kilómetros de la fuente de oxígeno. En estos casos, un sistema de compresión moderada (10-15 bar) permite valorizar el oxígeno sin un impacto significativo en costes, haciéndolo competitivo frente a métodos tradicionales.
Cuando la distancia supera varias decenas o cientos de kilómetros, la licuefacción se convierte en la alternativa más viable para el transporte de oxígeno. Sin embargo, este proceso supone una mayor penalización en costes, debido tanto al elevado consumo energético como a la inversión inicial en infraestructura de licuefacción y almacenamiento criogénico.
Tabla 4 Capacidad de producción de oxígeno en función de diferentes potencias de electrólisis, asumiendo una eficiencia de 55 MWh/t H2 y 5.000 horas de operación al año.
| Capacidad de electrólisis (MW) | Producción O2 (t/año) | Producción H2 (t/año) |
| 1 | 727,27 | 90,91 |
| 50 | 36.363,64 | 4.545,45 |
| 100 | 72.727,27 | 9.090,91 |
| 200 | 145.454,55 | 18.181,82 |
| 300 | 218.181,82 | 27.272,73 |
En base a los valores de producción estimados y realizando un modelo económico relativamente sencillo, partiendo de los costes de inversión estimados de los equipos y sus penalizaciones energéticas para obtener los costes operacionales, se puede estimar el coste asociado a cada proceso de tratamiento.
En el caso de la licuefacción, con un coste de 40 €/MWh para la electricidad, el coste nivelado del oxígeno licuado variará entre 40 y 100 €/t O2 para capacidades de producción de 5MW y 200 MW, respectivamente.
Por otro lado, para la compresión, asumiendo también un coste de la electricidad de 40 €/MWh, se obtiene que, para comprimir oxígeno a una presión moderada de 15 bar, el coste nivelado varía entre 55 €/t O2 y 15 €/t O2 para 5 MW y 200 MW, respectivamente. En el caso de una presión elevada, como sería 200 bar para transporte en fase gas, el coste aumenta a 75 €/t O2 y 25 €/t O2 para 5 MW y 200 MW, respectivamente.
Conclusión
La producción de hidrógeno mediante electrólisis del agua genera oxígeno como subproducto en grandes cantidades. Su valorización puede convertirse en una fuente de ingresos adicional y mejorar la eficiencia de procesos industriales, como la captura de CO₂.
Sin embargo, la viabilidad de esta estrategia depende de varios factores clave, como la presencia de consumidores cercanos y las condiciones del oxígeno a la salida del electrolizador. Estos aspectos determinan tanto la existencia de un mercado viable como la competitividad del suministro de oxígeno proveniente de electrólisis frente a métodos convencionales como los sistemas PSA.
De este modo, a pesar de su potencial, la valorización del oxígeno enfrenta ciertos retos:
- Costes de purificación y compresión: Si el O₂ producido requiere de eliminación de oxígeno, agua y/o compuestos como KOH (en los electrolizadores alcalinos) en una concentración superior a la recomendada, el coste de la valorización aumenta. Por ello, la intensidad necesaria en el tratamiento determinará su coste final y, por lo tanto, la competitividad de su suministro mediante electrólisis frente a los métodos convencionales.
- Offtake: No todos los posibles consumidores que existan en las cercanías podrán aceptar el oxígeno, incluso a un precio menor al que lo compran actualmente, pues pueden estar vinculados a contratos a largo plazo. Por ello, es fundamental un correcto estudio de la viabilidad de la venta del oxígeno y asegurarse que de verdad exista un mercado para el oxígeno producido en la electrólisis.
- Logística de distribución: El mejor caso para la valorización será aquel en el cual el oxígeno se consuma en el mismo lugar donde se produzca o en las cercanías, como podría ser una planta de captura ligada a un proyecto de electrólisis para producción de combustibles. Esto se debe a que en ese caso con una compresión simple (hasta una presión moderada) se podría realizar la valorización del oxígeno, reduciendo costes y obteniendo un coste del oxígeno bajo, capaz de competir y superar a los procesos de producción convencionales incluso a potencias de electrólisis bajas. Por otro lado, el transporte en estado líquido implica costes significativos, de forma que, cuando sea necesario licuar para su transporte, la competitividad del oxígeno disminuye y para ser competitivo con el suministro convencional, la potencia instalada de electrólisis deberá ser mayor.
Para lograr un desarrollo exitoso, es fundamental analizar estos factores, ya que permiten determinar la viabilidad de la valorización del oxígeno y maximizar la rentabilidad del proyecto. Además, una evaluación estratégica garantiza que exista una demanda real y una cuota de mercado para el oxígeno generado como subproducto de la electrólisis.
💡 ¿Interesado en optimizar tu proyecto de hidrógeno renovable? Contáctanos para recibir asesoría en la valorización del oxígeno y mejorar la rentabilidad de tu planta de electrólisis.
🔗 Más sobre hidrógeno renovable en: AtlantHy Academy
Referencias
Air Liquide. (2024). PEM electrolyzers to produce renewable hydrogen: how does it work? Obtenido de: https://www.airliquide.com/stories/hydrogen/pem-electrolyzers-produce-renewable-hydrogen-how-does-it-work
Air Products. (2024). Liquid Oxygen. Obtenido de: https://www.airproducts.com/gases/liquid-oxygen
Doug Palfreyman, Aaron Cottrell, Peter Scaife & Louis Wibberley. (2006). TECHNO-ECONOMICS OF OXYGEN-FIRED PF POWER GENERATION WITH CO2 CAPTURE. Retrieved from https://www.researchgate.net/publication/238079799_TECHNO-ECONOMICS_OF_OXYGEN-FIRED_PF_POWER_GENERATION_WITH_CO2_CAPTURE?enrichId=rgreq-5c8be06cf66f7508efbb35f1d84c9caf-XXX&enrichSource=Y292ZXJQYWdlOzIzODA3OTc5OTtBUzoxMzQyMTIwMzIxNDMzNjBAMTQwOTAxMDA1MDQ2M
Omega Air. (2024). Nitrogen and oxygen production. Obtenido de: https://www.omega-air.si/news/news/nitrogen-and-oxygen-production
SIAD. (2025). Oxygen Compressors. Obtenido de: https://www.siadmi.com/oxygen-compressor